This invention presents an improved method for machining metallic objects, particularly titanium alloys, which are known for their poor thermal conductivity and high strength-to-weight ratio. Traditional machining methods face challenges like excessive heat retention, chip segmentation, and vibrations that degrade machining quality. Our innovative solution combines localized heating and internal centrifugal cooling to address these issues. By applying heat directly to the cutting zone, the material softens, reducing the cutting force and associated vibrations. Simultaneously, cooling is applied to areas outside the cutting zone, preserving the structural integrity of the workpiece. This method optimizes machining efficiency, reduces component deflection and vibration, and improves the overall machinability and surface finish of titanium alloys. The approach is particularly beneficial for industries such as aerospace, marine, and chemical processing, where high precision and material performance are critical.
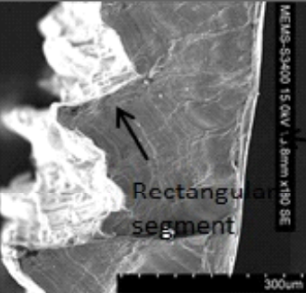
Figure (1) Rectangular cross-section of Ti alloy component
The invention addresses the challenges associated with machining titanium alloys, which are known for their poor thermal conductivity and high strength. These properties lead to heat retention in the shear zone, resulting in chip segmentation and vibrations that negatively impact machining quality. Traditional methods, such as preheating, tend to reduce the material’s elasticity and inadvertently increase vibrations. To overcome these issues, the invention introduces a novel approach that combines localized heating to soften the cutting zone with centrifugal cooling to preserve structural integrity. This dual mechanism enhances machinability while significantly reducing vibrations.
- Localized Heating and Centrifugal Cooling: The solution uniquely combines localized heating and internal centrifugal cooling during the machining process to enhance performance.
- Reduced Cutting Force and Vibrations: Localized heating softens the titanium alloy specifically in the cutting zone, which significantly reduces the cutting force required and minimizes vibrations during machining.
- Maintained Structural Integrity: Centrifugal cooling targets areas outside the cutting zone, effectively maintaining the overall structural integrity of the component by dissipating heat away from critical regions.
- Optimized Machining Efficiency: The simultaneous application of heat and cooling improves machining efficiency by reducing deflections and vibrations, while promoting the formation of segmented chips.
- Enhanced Machinability: This approach minimizes component deformation and enhances the overall machinability of titanium alloys, addressing key challenges in their processing.
A prototype involves a machining setup where a cutting tool, heat applicator, and cooling nozzle are integrated. The heat applicator focuses on the cutting zone, while the cooling nozzle directs a cooling medium to the area outside the cutting zone. This setup ensures that the cutting zone remains soft for easier machining, while the rest of the workpiece retains its rigidity.
Current machining methods for titanium alloys often struggle with excessive vibrations and poor machinability due to heat retention in the shear zone. Existing solutions like preheating the workpiece can reduce machinability further by causing large amplitude vibrations due to reduced modulus of elasticity.
4
The improved machining method enhances the efficiency and quality of manufacturing processes involving titanium alloys and other similar metals. This can lead to cost savings, improved product reliability, and broader application of these materials in critical industries like aerospace and marine engineering.
- Aerospace Engineering: Manufacturing components that require high precision and durability.
- Marine Applications: Creating parts that can withstand harsh environments and require high corrosion resistance.
- Chemical Processing Equipment: Machining parts that are exposed to corrosive substances and need to maintain structural integrity.
- Medical Devices: Producing titanium-based implants and instruments that require high strength-to-weight ratios and biocompatibility.
Geography of IP
Type of IP
3616/MUM/2014
404315